

全国客服热线:
来源:米乐直播安装下载 发布时间:2024-03-06 08:21:39
转矩控制方式是通过外部模拟量的输入或直接的地址的赋值来设定电机轴对外的输出转矩的大小,具体表现为例如10V对应5Nm的线Nm:如果电机轴负载低于2.5Nm时电机正转,外部负载等于2.5Nm时电机不转,大于2.5Nm时电机反转(通常在有重力负载情况下产生)。
能够最终靠即时的改变模拟量的设定来改变设定的力矩大小,也可通过通讯方式改变对应的地址的数值来实现。
位置控制模式一般是通过外部输入的脉冲的频率来确定转动速度的大小,通过脉冲的个数来确定转动的角度,也有些伺服可以通过通讯方式直接对速度和位移进行赋值。
通过模拟量的输入或脉冲的频率都能够直接进行转动速度的控制,在有上位控制装置的外环PID控制时速度模式也能够直接进行定位,但必须把电机的位置信号或直接负载的位置信号给上位反馈以做运算用。
SINAMICS V90 脉冲版本能轻松实现内部定位块功能,同时具有脉冲位置控制,速度控制,力矩控制模式。
下图所示为脉冲串指令速度控制模式(PTI)下的默认接口定义,符合规定标准的应用习惯。

同时只允许使用一个脉冲输入通道,其他控制信号也可以自由分配到数字量输入和输出端子上,请参见操作手册。
数字量输入,支持NPN和PNP两种类型。接线)用于SINAMICS V90的24V电源。所有的PTO信号都必须连接至使用同一24V电源的控制器,如SINAMICS V90。
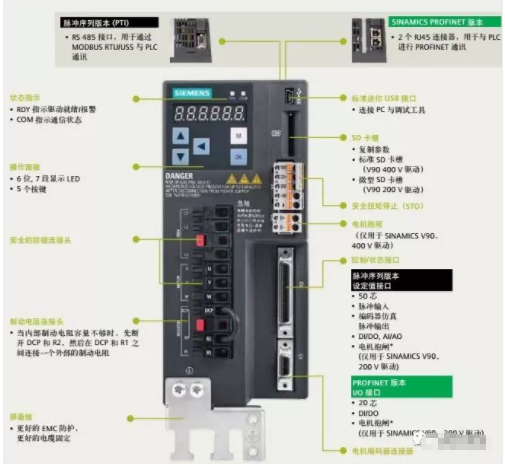
电机抱闸信号(仅用于 SINAMICS V90 200 V 驱动)。SINAMICS V90 200 V 驱动需要用外部继电器来连接电机抱闸。
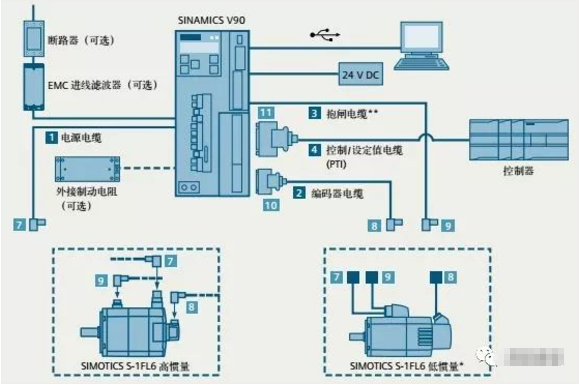
SINAMICS V90 PROFINET 版本的系统接线、SIMOTICS S-1FL6 低惯量电机 SH20、SH30 及SH40 使用电缆型连接器。
2、此处所展示的抱闸电缆连接仅适用于 V90 400 V 驱动。V90 200 V 驱动需要用外部继电器来连接电机抱闸电缆。
3、SINAMICS V90 PTI 驱动一定要通过设定值电缆连接继电器,而 SINAMICS V90 PROFINET 驱动通过 I/O 电缆连接继电器。

4、一定要使用 I/O 电缆来实现 SINAMICS V90 PROFINET 200 V 驱动的抱闸控制,并实现除 PROFINET 通讯之外需要额外 DI/DO 的应用。

关键字:引用地址:PLC控制伺服电机的三种方式上一篇:三相异步电动机铭牌型号怎样解读下一篇:PLC控制电路图及原理讲解
记者近日在内蒙古包头市中科智能科技有限公司数字化车间内采访时看到,一台六轴工业机器人精准控制托盘不断倾斜、转动,最后将托盘放入成品装置中。这种需要几个人互相协作完成的工作,机器人仅仅用了几秒钟。 “完成这种精细操作,伺服电机功不可没,它用的是体积、质量都非常小的电动机,但还能经受住机器人频繁的正反向和加减速运行。”中科智能副总经理闫荣和记者说。 据了解,工业机器人关节越多,柔性和精准度越高,对于伺服电机本体的功率密度、运动精度、响应速度、短时过载能力都要求很高。多个方面数据显示,中国工业机器人未来3年复合增长率将达到40%,但长期以来,国内伺服电机系统竞争力远不及日本和欧美,尤其在高精度、高响应速度的应用场合依然主要依赖于国外进口,不但价
动力问题是的核心问题,波士顿动力采取了液压执行器进行辅助驱动。波士顿动力早期机器人主要是通过齿轮驱动连杆机构,对于没有载荷要求的机器人而言足够,但BigDog这类以内燃机为动力且需搭载较大负荷的机器人系统能耗高,能量的多次转换、多环节传递造成了大能量损失,原有设计的具体方案不足以满足。为了更好的提高机器人运行的效率、减小功率消耗以及提高运动稳健性,波士顿动力通过判断关节承受的载荷类型和大小,以选择适当的液压或电动制动器,使得机器人的功率消耗最低。但从其动力来源看,最主要依靠的驱动方式仍为液压驱动,在腿部上肢和下肢的连接处采取的多以液压执行器为主,相比于纯电动执行器,在降功耗、提效率.上仍存在一定不足。
一、软件PLC技术的形成背景 20世纪90年代后期,人们慢慢地认识到,传统PLC(本文简称硬PLC)自身存在着这样那样的缺点:难以构建开放的硬件体系结构;工作人员一定经过较长时间的专业培训才能掌握某一种产品的编程方法;传统PLC的生产被几家厂商所垄断,造成PLC的性价比增长很缓慢。这样一些问题都成了制约传统PLC发展的因素。近年来,随着计算机技术的迅猛发展以及PLC方面国际标准的制定,一项打破传统PLC局限性的新兴技术发展起来了,这就是软PLC技术。其特征是:在保留PLC功能的前提下,采用面向现场总线网络的体系结构,采用放的通信接口,如以太网、高速串口等;采用各种相关的国际工业标准和一系列的事实上的标准;全部用软件来实现传统PLC
松下A6伺服选型步骤: 选择哪种的伺服电机,在很大程度上取决于负载的物理特性,和工作特性、系统要求及工作环境。 一旦系统要求确定后,无论选择何种形式的伺服电机,首先要考虑的是选择多大的电机合适,主要考虑负载的物理特性,包括负载扭矩、惯量等。 伺服电机与伺服驱动器型号说明如下图,了解A6伺服型号构成内容,使大家更清楚A6伺服,为选型做准备。 注:这个表我会发给大家。 确定结构部分。 此外,还要确定各种结构零部件(丝杆的长度、螺距和滑轮直径等)的详细规格。 确定运转模式。 计算负载惯量和惯量比。 计算转速。 根据移动距离、加减速时间、匀速时间计算电机转速。 计算转矩。 根据负载惯量和加减速时间、匀速时间
松下A6伺服选型步骤 /
发那科码垛机器人伺服故障原因 1、发那科码垛机器人电机拆装不规范(敲击电机轴) 2、发那科码垛机器人电机轴在运行中受到强烈冲撞引起。 3、发那科码垛机器人电机轴在运行中因越位撞到机械限位引起。 发那科码垛机器人伺服电机编码器故障的处理方法: 1、规范电机的安装操作,电机轴受到强烈的冲击。 2、将限位行程保护的常闭信号串入到伺服控制器的CW和CCW端子上,确保限位行程保护开关动作时,发那科码垛机器人伺服电机停止运行,以免过冲撞到机械限位造成发那科码垛机器人伺服电机损坏。 3、更换发那科码垛机器人伺服电机。
Motionchip是一种性能优异的专用运动控制芯片,扩展容易,使用起来更便捷。本文基于该芯片设计了一款可用于直流有刷/无刷伺服电机的智能伺服驱动器,并将该驱动器运用到加氢反应器超声检测成像系统中,上位机通过485总线分别控制直流有刷电机和无刷电机,取得了很好的控制效果,满足了该系统的高精度要求。 在传统的电机伺服控制装置中,一般都会采用一个或多个单片机作为伺服控制的核心处理器。由于这种伺服控制器外围电路复杂,计算速度慢,因此导致控制效果不理想。近年来,许多新的电机控制算法被研究并运用于电机控制管理系统中,如矢量控制、直接转矩控制等。随着这些控制算法的日益复杂,一定要具有高速运算能力的处理器才能实现实时计算和控制。为了适应这种需要,国外许多公
摘要:介绍了电子束焊机用高压电源及其控制管理系统的要求,根据PLC控制技术的特点,设计了控制管理系统的硬件电路及其相关软件。试验表明:控制管理系统的硬件、软件工作可靠,满足电子束焊接工艺之需要。 关键词:可编程控制器;控制;电子束焊机;高压电源 1 引言 在20世纪50年代,由于原子能工业焊接锆棒的需要,而产生的高能束焊接设备——电子束焊机,经过几十年的技术发展,现在已经成为高精尖的精密焊接设备,并在尖端工业领域,例如航天、航空、国防、兵器等部门得到了成功应用。当今,计算机和自动控制技术在电子束焊接机中的应用,更加拓宽了电子束焊接的应用范畴。其中PLC控制技术和计算机技术在电子束焊接机中的应用,提高了设备操作的方便性和工作的可靠
系统的设计 /
一、步进电机 而且它可开环位置控制,输入一个脉冲信号就得到一个规定的位置增量,这样的所谓增量位置控制管理系统与传统的直流控制管理系统相比,其成本明显减低,几乎不必进行系统调整。步进电机的角位移量与输入的脉冲个数严格成正比,而且在时间上与脉冲同步。因而只要控制脉冲的数量、频率和电机绕组的相序,就可以获得所需的转角、速度和方向。 我国的步进电机在二十世纪七十年代初开始起步,七十年代中期至八十年代中期为成品发展阶段,新品种和高性能电机不断开发,目前,随着科学技术的发展,特别是永磁材料、半导体技术、计算机技术的发展,使步进电机在众多领域得到了广泛应用。 二、伺服电机 伺服电机能控制速度,位置精度非常准确,可以将电压信号转化为转矩和转速以驱
及其控制 (寇宝泉,程树康编著)
控制
直播回放: 国产芯 - 先楫800MHz RISC-V MCU高能秀,岂止控4只伺服电机
TI C2000 Piccolo 单芯片 - 实现双轴伺服电机和马达控制
有奖征文:邀一线汽车VCU/MCU开发工程师,分享开发经验、难题、成长之路等
MPS电机研究院 让电机更听话的秘密! 第一站:电机应用知识大考!第三期考题上线,跟帖赢好礼~
在西门子S7-300和S7-400的编程中经常需要调用一些系统功能或功能块,在输入参数时经常碰到有指针类型的参数,那么你对指针类型了解吗?我第 ...
01组态软件:一般英文简称有三种分别为HMI MMI SCADA,对应全称为Human and Machine Interface、Man and Machine Interface 、Super ...
电气控制管理系统的设计包含两个基本内容:一个是原理设计,即要满足生产机械和加工工艺的各种控制要求;另一个是工艺设计,即要满足电气控制装 ...
01PLC顺序控制 02 PLC正反转控制 03 按钮开关 04 冲孔加工 05 断电延时型时间继电器 06 多点控制 07 ...
导读 PLC,可编程逻辑控制器,是工业自动化中最常用的控制器,也是电气自动化工程师最为熟悉的自动化产品。如今随着边缘计算的兴起,PLC ...

开发相关FPGA/DSP总线与接口数据处理消费电子工业电子汽车电子其他技术存储技术综合资讯论坛电子百科词云: